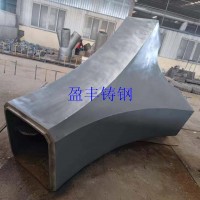








1、树型铸钢节点,它主要用来取代主管与多根支管相贯的节点,用对接焊缝取代相贯焊缝,焊缝分散,减少了焊接应力集中;
2、铰接铸钢节点,它常用于杆件端部连接处(如支座处等),可简化节点、造型美观;
3、混合型铸钢节点,具有树型铸钢节点和铰接铸钢节点的共同特点。

铸造分类:
(1)砂型铸造(sand casting)
在砂型中生产铸件的铸造方法。钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
技术特点:
1、适合于制成形状复杂,特别是具有复杂内腔的毛坯;
2、适应性广,成本低;
3、对于某些塑性很差的材料,如铸铁等,砂型铸造是制造其零件或,毛坯的b2b平台的成形工艺。
应用:汽车的发动机气缸体、气缸盖、曲轴等铸件
(2)熔模铸造(investmentcasting)
通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。常称为“失蜡铸造”。
工艺特点
优点:
1、尺寸精度和几何精度高;
2、表面粗糙度高;
3、能够铸造外型复杂的铸件,且铸造的合金不受限制。
缺点:工序繁杂,费用较高
应用:适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
(3)压力铸造(die casting)
是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。
工艺特点
优点:
1、压铸时金属液体承受压力高,流速快
2、产品质量好,尺寸稳定,互换性好;
3、生产效率高,压铸模使用次数多;
4、适合大批大量生产,经济效益好。

缺点:
1、铸件容易产生细小的气孔和缩松。
2、压铸件塑性低,不宜在冲击载荷及有震动的情况下工作;
3、高熔点合金压铸时,铸型寿命低,影响压铸生产的扩大。
应用:压铸件zui先应用在汽车工业和仪表工业,后来逐步扩大到各个行业,如农业机械、机床工业、电子工业、国防工业、计算机、医疗器械、钟表、照相机和日用五金等多个行业。
(4)低压铸造(low pressure casting)
是指使液体金属在较低压力(0.02~0.06MPa)作用下充填铸型,并在压力下结晶以形成铸件的方法.。