

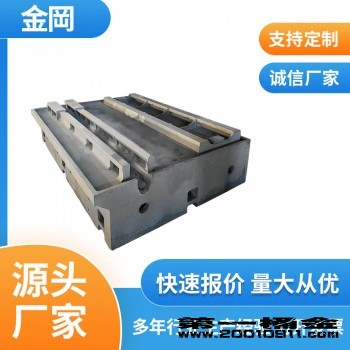



一、进行机床铸件浇注时应严格遵守操作要领:
1、浇包、浇注工具、炉前处理用的孕育剂、球化剂等使用前充分烘干,烘干后才能使用。
2、正确选择浇注速度,即开始时应缓慢浇注,便于对准浇口,减少熔融金属对砂型的冲击和利于气体排出;随后浇注,以防止冷隔;快要浇满前又应缓慢浇注,即遵循慢、快、慢的原则。
3、浇注人员按要求穿好工作服,并配戴防护眼镜,工作场地应通畅无阻。浇包内的金属液不宜过满,以免在输送和浇注时溢出伤人。
4、对于液态收缩和凝固收缩比较大的机床铸件,如中、大型铸钢件,浇注后要及时从浇口或冒口补浇。
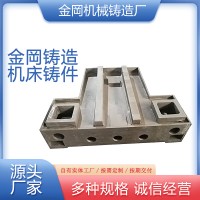
机床铸件的和尺寸稳定性,直接影响机床的精度保持寿命。影响机床铸件质量的因素有铸件的设计工艺性、铸造工艺、工艺操作规程、铸造原材料的质量等。
机床铸件的设计工艺性。进行设计时,除了要根据工作条件和金属材料性能来确定铸件几何形状、尺寸大小外,还从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸铜件的成分偏析、变形、开裂等缺陷的产生。
要有合理的铸造工艺。即根据铸件结构、重量和尺寸大小,铸造合金特性和生产条件,选择合适的分型面和造型、造芯方法,合理设置铸造筋、冷铁、冒口和浇注系统等。以获得铸件。